

THE GREAT MAINTENANCE HEADACHE CORROSION/EROSION

We live in an environment that is hazardous to our health. There are all kinds of germs, bacteria, what have you in the water we drink and the food we eat. The oxygen we breathe, by its very nature, is one of the most corrosive elements on Earth! Yes, there are ways to minimize all these hazards to ourselves, but we still get sick or catch a cold or contract some other ailment. Hopefully we can be cured of our illness and get on with our lives. In a sense, the same applies to our helicopters.
Dirt, dust, salt water, fresh water, particulates in the air, the very air itself and metal are the perfect recipe for two of aviation’s worst maintenance headaches, corrosion and erosion. With helicopters operating in environments that have all of the mentioned ingredients, we can’t get away from them. What we can do is better understand just what corrosion and erosion are, what causes them to occur and how we can best treat them. What can we do to prevent them from occurring is something else well worth understanding. As the feature subject in this issue of HeliMx, we will discuss how three different companies approach this topic. Lear Chemical Research Corporation, Aviation Devices & Electronic Components (Av-DEC) and International Aviation Composites Ltd. (IAC) are all highly-respected and well-qualified experts that specialize in treating corrosion and erosion problems. Since I have asked all three companies independently to write an article, I placed no restraints on them as to content. In doing so, I was well aware that there may be some repetition in certain definitions, i.e., corrosion, erosion, etc.


The first part of our trilogy is written by Mark Pearson, general manager of Lear Chemical Research Corporation. Located in Mississauga, Ontario, Canada, Lear Chemical Research Corporation has been developing and compounding anti-corrosion lubricants and greases since 1979. It has been solving corrosion-related problems in the automotive, aviation, industrial, marine and recreational industries for more than 30 years.
Corrosion
Corrosion is a natural chemical process that gradually converts/destroys most metals (platinum and gold are mostly exempt) by a chemical reaction which occurs with their environment. Metals we use in our everyday lives look good, but are actually in their “unstable” form. At the molecular level, they are trying to revert (with the aid of an electrolyte) to a “stable” oxide powder or salt compound. Many fluids used in and around aircraft can act as an electrolyte, provided the fluid allows ions to flow through it, thus facilitating the electro-chemical conversion of the metals.
Most often the corrosion process starts when humid air condenses within an airframe and the bare metal surfaces come in contact with that water/electrolyte — but other fluids like orange juice, cola, coffee, club soda or used engine/turbine/hydraulic oils can act as the primary electrolytic fluid. Without proper treatment, modern rotorcraft airframes composed of aluminum/magnesium/stainless steel are affected by these liquids with the corrosion process being accelerated if the aircraft is flown in coastal environments with higher ambient temperatures and salt air. Corrosion of rotor blades in this type of environment is common and requires a vigilant effort to control
Rotor Blade Corrosion
While composite materials that make up airframes/rotor blades do not themselves corrode, all the metallic components that are attached to the composite fiber matrix must also be protected. As an example, graphite fiber composite may be electrically conductive and, coupled with an electrolyte, may facilitate the corrosion of metallic parts.
Providing an effective hydrophobic-dielectric chemical barrier between the metal surface and any of the above mentioned electrolytes is what Lear’s ACF-50 (aircraft corrosion formula-50) was designed to do.
Erosion
While corrosion is a chemical process, erosion is the gradual destruction of surface metal by means of either mechanical action or electrical discharges. Erosion will affect metals found on the leading edge of a wing, propeller and particularly turbine compressor wheels and rotor blades that are exposed to friction in any flight envelope. Particulates in the atmosphere, acidic gases from industry/natural events, rain or salt in the air all cause friction and rub these metal surfaces, causing the metal to wear/erode away. Coastal operational environments found along the Gulf of Mexico and in the Middle East add high temperatures to the equation and speed the wear of surface metal. Increasing a metal’s resistance to erosion is a highly-sought-after craft that can be achieved by improved heat treatment processes for these parts, or by treating them with new technology materials like ceramics and other new alloys. As a side note, we all know that erosion occurs during the sandblasting/shot blasting of parts. Special care needs to be given to equipment settings to minimize metal loss during these maintenance procedures. Erosion can be accelerated by the effects of corrosion.
Corrosion Prevention
Corrosion prevention and control is a prime focus of all aviation maintenance professionals. Prevention is the most cost-effective tool a mechanic can use against the damages of corrosion, and comes in the form of regular inspections, regular washings to remove containments and the replacement of protective coatings if damaged. A good exterior paint coating also prevents corrosion events significantly. A paint film that is “intact” works to keep excess moisture and other electrolytes from passing on to the interior aircraft surfaces, where they become trapped and exacerbate the corrosion issue. Regular washings of both the turbine engine and airframe exterior with approved soaps and a balanced pH water source greatly aids in the removal of corrosive residues such as agricultural, chemical or salt spray. Finally a well-rounded corrosion preventative and control program (CPCP) utilizing an approved thin film water-displacing compound like ACF-50 is a well-proven and effective strategy to prevent corrosion damage.
Treating Corrosion
If corrosion is evident, treating it becomes a two step process. First the level of damage has to be determined. If the corrosion (measured in depth or mass lost) is still within tolerance, then an aggressive treatment program can begin. Some may chose to remove surface corrosion mechanically using abrasive products, and then follow this with a surface passivation process (alodine) and application of a primer/paint coating. This is the most common practice for treating corrosion damage on the exterior of an aircraft. Treating corrosion found on the interior of the airframe may require a different set of careful choices.
Once the level of corrosion is determined, the next step is the choice of inhibitor to arrest any further growth. Some mechanics may choose the application of resin or wax based corrosion preventative compounds (CPCs), which may have been similarly applied when the aircraft was first built. Experience has shown that while CPCs are suitable for large flat areas, these may pose problems if used on lap joints that still contain trapped electrolytes. While these passive CPCs can displace moisture, their high-solids chemistries do not typically allow for a complete removal of electrolytes. While able to displace electrolytes they initially come in contact with, they are unable to react to future exposure scenarios once “set.” These materials may add significant weight to the airframe, are difficult to inspect thoroughly and may be toxic to apply.
Ultra-thin water-displacing compounds (UTWDs) are an alternate choice to passive CPCs. This product category has been around for many years and has proven abilities to control corrosion growth rates. ACF-50 is a product from this group and has a unique chemistry which allows it to function as both a CPC and a corrosion-inhibiting compound (CIC). Designed specifically to both prevent and deactivate corrosion, ACF-50’s blend of non-flammable, non-toxic, polar bonding inhibitors and moisture-displacing additives penetrate deep into corrosion cells to actively remove electrolytes. No longer in contact with the metal surface, these electrolytes evaporate. The resulting dielectric fluid film acts as an off switch for the corrosion process.
Treatment using this new class of CPC/CIC products is not a one-time application, but part of an ongoing CPCP. It is also recommended that rather than only “spot treating” corrosion found in one part of the airframe, why not treat the entire aircraft as a complete entity? Both of these concepts were molded together and in early 1986 Lear Chemical Research became a pioneer in this new product category. We initially introduced this combined concept to the helicopter market at HAI’s Heli-Expo, along with the improved methodology of “fogging” the airframe.
As the chemistries of UTWD films do not traditionally contain solids like wax or resin, these products may slowly evaporate or wear away over time. To maintain the highest level of protection, this feature creates the requirement to have the product reapplied on an annual or semi-annual basis. The frequency of application is dictated by a product’s individual chemistry and the aircraft’s operational environment. As an example, in tropical coastal areas with high corrosion rates, ACF-50 has proven to be an effective anti-corrosion treatment with a nominal re-application interval of 24 months.
While a structural corrosion condition can pull an aircraft out of service, so too can corrosion be found in a critical electrical system. Present-day avionic systems react poorly when resistance, caused by corrosion, builds up in plugs and connectors.
When considering treatment options, an operator might want to consider looking at products that can be used on both airframe and electrical/avionics systems. Here an inhibitor needs to possess excellent dielectric properties and strong water displacement functionality. Some products demonstrate one or the other of these qualities but rarely both. It may seem counter intuitive for a CPC/CIC product to need “dielectric” properties which generally indicate it is a good electrical insulator, but having the ability to form a UTWD hydrophobic film that is non-conductive is exactly what is required. When applied, the CPC/CIC should not increase the resistance between the contact pin and connector block, nor cause any negative effects to the plug casing, insulation or wire material in the harness. As a product in this category, ACF-50 does not increase resistance or interfere with electrical bonding properties or negatively affect avionic system components.


The second part of our trilogy is an interview with Will Bogert, commercial programs manager with Av-DEC, a technical design and manufacturing company based in Fort Worth, Texas, serving customers worldwide. Founded and operated by engineers, Av-DEC is highly focused on corrosion prevention in the aerospace industry. Av-DEC has products that are currently in use solving a wide variety of corrosion problems with non-hazardous polyurethane based products on commercial and military aircraft.
HeliMx– Hello, Will. I guess a good a place as any to start is to define just what corrosion is.
Will– Corrosion can best be defined as the gradual destruction of material, usually metals, by chemical reaction with their environment. In the most common use of the word, this means electrochemical oxidation of metals in reaction with an oxidant such as oxygen. Rusting, the formation of iron oxides is a well-known example of electrochemical corrosion. This type of damage typically produces oxide(s) or salt(s) of the original metal. Corrosion can also occur in materials other than metals, such as ceramics or polymers, although in this context, the term degradation is more common. Corrosion degrades the useful properties of materials and structures including strength, appearance and permeability to liquids and gases.
HeliMx– What specific conditions lead to corrosion?
Will– Four conditions must exist before corrosion can occur: the presence of a metal that will corrode (anode), the presence of a metal less likely to corrode (cathode), a conductive liquid (electrolyte) and electrical contact between the anode and cathode. Remove any one of these and corrosion does not occur. Unfortunately, the older the aircraft the faster it corrodes. Older materials and coatings break down and speed up corrosion.
HeliMx – I have heard mechanics talk about surface and internal corrosion. Aside from the obvious that the terms imply, is there a significant difference?
Will– The short answer is yes. Surface corrosion is just that, it is on the surface of a substrate. It’s usually not deep enough to warrant replacement of the part and can typically be removed by metal brushing or Scotch Brite (steel wool). The part can then be retreated with the proper coating and returned to service. Sometimes this is called ‘blending’ as the technician is blending the corrosion off to uncover the bare metal underneath.
Internal corrosion is surface corrosion that has had enough time to become internal to the substrate. This is severe corrosion, enough that the part has to be replaced. Typical corrosion on aircraft starts on the outside and works its way into a substrate. Corrosion typically starts at a dissimilar metal area or at a breakdown in the coating process (i.e., scratch or gouge). It can even start by two substrates rubbing against each other (fretting corrosion). Once a coating is broken down, corrosion starts and will propagate over time.
HeliMx– How do different operating environments contribute to corrosion?
Will– Corrosion is not particular; it will start wherever it wants, as long as the four conditions mentioned above are present. In my business, using Av-DEC products to combat corrosion, we look to the wet, swampy areas of the aircraft. These include the door openings, lavatories, galley, cargo, wings/rotor blades and wheel wells of the aircraft. These areas typically have electrolyte (moisture) present. The presence of the electrolyte, along with the anode, cathode and the electrical contact of the anode and cathode, all create a great place for corrosion. Av-DEC products act as a barrier to eliminate the electrolyte. In a sense Av-Dec products are environmental seals. They keep two pieces of material separated, or they keep the moisture/fluid from infiltrating the expensive aircraft part.
HeliMx– Talk about the effect corrosion has on the airframe and consequently system operations.
Will– Corrosion will ultimately breakdown the airframe skin to such a point that the majority of the skin material will have to be removed and a doubler or tripler patch will have to be used to strengthen the affected area before the aircraft can be returned to service.
As an example, if the interface between a communications system antenna and the skin of the aircraft is corroded, the communications system will become unreliable or in some cases inoperable. I have seen cases where the antenna had to be chiseled off the aircraft due to severe corrosion. Connectors can corrode to such a state that they fall apart and turn to dust. When this happens the system again will be unreliable or again inoperable, putting the aircraft down for service so the part can be repaired or replaced.
Corrosion of frame rails, seat tracks and structural members weaken the aircraft. Typically the routine maintenance intervals and inspections find these issues before they become hazardous to flight.
HeliMx– What are the different ways to prevent aircraft structural corrosion?
Will– Prevention can be in many forms, but the main theme is to protect the expensive part. Protection can be achieved through sealing the part in such a way that you remove one of the four ingredients that cause corrosion. Sealants, coatings, multiple layer coatings and CICs can all be used to combat corrosion. Typically there is a mix of all of these in the battle to stop structural corrosion.
HeliMx– What are Av-Dec’s specific area of focus for corrosion control?
Will– Av-DEC focuses on three areas of sealing, all with non-hazardous, polyurethane-based products. They are easy to apply and easy to remove. The three areas are:
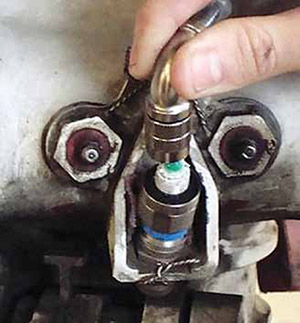
Aircraft-to-antenna interface: We make a polyurethane gel, conductive and non-conductive antenna gasket that seals the antenna on the airframe. We keep the electrical bond between the two, but seal the interface so no electrolyte can corrode the aircraft skin and/or the antenna.
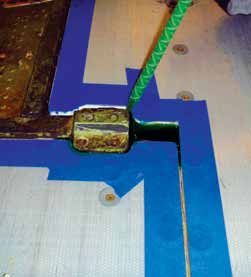
Since we have to cut a hole in the antenna gasket for the coaxial cable to go through, we make a pourable polyurethane injectable product to protect the antenna connector mount area. The injectable is in the same chemical family as the antenna gasket so they bond together, protecting the base of the antenna. On the lower antennas it is critical to have this area covered as moisture pools in the belly of every aircraft. On upper antennas we take into consideration that condensation can form which corrodes over time. Simply covering this area with our injectable combats this highly corrosion-prone area. In combination with the antenna gasket, we make a StretchSeal connector wrap for the antenna coaxial cable once it is mated to the antenna. This insures that no moisture can infiltrate the coax connection, thus maintaining system integrity.
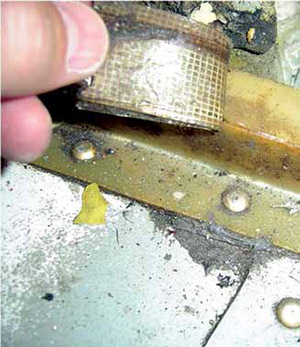
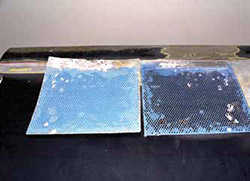
Structural sealing: We make tapes and injectables that again seal the interface of the structure so no electrolyte can affect the structure. The injectables are referred to as self-leveling green (SLG). The products are easy to apply and easy to remove. The tapes are applied to the substrate under the floorboards in the cabin and the cargo bays, keeping moisture away from the expensive-to-replace substrate. The tape is a barrier and it seals the fastener interface so no dissimilar metal corrosion can occur. It also seals over any scratch/gouge so again, no electrolyte can enter. The injectables are used to fill in any voids such as cargo tie-down locations, seat track crowns and in between floorboards. This keeps moisture from reaching the expensive substrate.
Connector sealing– StretchSeal wraps, injectables and heat-shrink boots are used to combat corrosion on connectors. With a combination of these, we can keep the electrolyte from reaching the metallic contact points in a connector.





Controlling Corrosion
In order to prevent corrosion, a constant cycle of cleaning, inspection, operational preservation and lubrication must be followed. Prompt detection and removal of corrosion will limit the extent of damage to an aircraft and its components. The basic philosophy of a CPCP should consist of the following:
• Adequately-trained personnel in the recognition of corrosion including conditions, detection and identification, cleaning, treating and preservation
• Thorough knowledge of corrosion identification techniques
• The proper emphasis on the concept that corrosion control is everyone’s responsibility
• Inspection for corrosion on a regularly-scheduled basis
• Aircraft washing at regularly-scheduled intervals
• Routine cleaning or wipe down of all exposed unpainted surfaces
• Keeping drain holes and passages open and functional
• Inspection, removal and reapplication of preservation compounds on a regularly scheduled basis
By eliminating corrosion, our products improve reliability and reduce maintenance costs. In some cases we have seen inspection intervals pushed out because we eliminated the corrosion normally found on the aircraft. No more scrapping of expensive antennas or substrate materials. No more diversions, cancellations or delay costs which impact operating costs. The aircraft can get back to revenue service faster because there will be less maintenance to be performed. We even eliminate the cost of hazardous material removal because all of our products are non-hazardous. All these add up to an operator. Av-DEC provides a simple yet effective solution to corrosion control.
The third part of our trilogy is written by Dana Kerrick, vice president at IAC. Its U.S. facility is located in Fort Worth, Texas. Founded in 1992, IAC has always had just one vision: “We intend to lead the blade repair industry in innovative repairs that provide solid value for our clients. IAC has pioneered many innovative repairs for rotor blades that have saved blades previously not considered to be repairable. We’ve developed our repair technologies in cooperation with the original manufacturers and the results have had a positive impact on the entire industry. We’ve also designed repairs that allow the re-use, rather than the full replacement of de-bonded abrasion strips, thus further saving operational costs for our customers.”
In this part, Kerrick specifically targets corrosion in rotor blades, or as he refers to it, “the insidious destroyer.”
THE INSIDIOUS DESTROYER
In some areas of the world, metal rotor blades live a good life. In other areas, some blade types never reach full retirement life because of the harsh environment in which they operate. While in the military, I spent some time in Guam, which has one of the most hostile climates to metal I have ever encountered. It’s been said that in Guam even glass will corrode, rubber will rust and some plastics show signs of oxidation after some time if left without protection.
When we went on a deployment we always carried our toolboxes with us, and upon arrival at our destination we were given a spray can of WD-40, which was all that was available in the early 1960s to prevent corrosion. We were told that if we valued our gear, to give everything in the toolbox made of metal a good coating with it. It worked well, and we could tell if we missed any spots because the neglected tools turned brown within a few days. When it came to saving our tools, we learned quickly that we were not in Kansas anymore. Metal of any kind, including rotor blades, has the same problem as the tools.
We also found out that any clothing made of leather, especially shoes, wouldn’t last more than two weeks unless worn continuously or stored in a heated locker. I quickly learned why the military uses fabric web belts rather than leather. Due to the hot and humid conditions, most everything we had would rust, corrode or rot. This climate was brutal!
I mentioned that some blades manage to live a good life and reach their retirement lives looking good as new when removed from the helicopter. These are the blades that are flown in mostly dry, inland areas away from oceans.
CORROSION THAT HAPPENS IN STORAGE
One of the problems we found with repairing military blades was that blades were sent from the individual commands to military depots from all over the world. Once they arrived at the depot, they waited until a contract was awarded to the company who had submitted the lowest bid. The contractor was then evaluated on his financial soundness plus his ability to perform the work. Often, by the time a contractor was deemed ready and capable, many years had passed and the blades received serious corrosion damage while waiting in their containers.During the two Gulf Wars, when military rotor blades were being used up at an accelerated rate because of the harsh environment and battle damage, many commanders were shocked to find the number of repairable blades they thought they had in inventory turned out to be only half of what was shown available in the supply system. Operators in the coastal states experienced a similar problem when they tried to use spare blades that had been stored for long periods of time. When replacement blades had to be bought, it became time to review their storage techniques.
SO WHAT’S AN OPERATOR TO DO?
Metal rotor blades are usually coated with paints and primers that keep the metal protected from the elements. As long as these coatings are intact, corrosion forming salts and chlorides never touches the metal, and the blades usually need little attention. Erosion of these materials leaves bare metal exposed and these unprotected areas are vulnerable to rust and corrosion.
Through years of experience, the most successful operators working in coastal states or in tropical climates have developed successful preservation techniques for their blades. On the helicopter, a daily fresh water wash after flight and a thorough wipe with a CPC gives the best protection possible. Make sure you apply the proper preservative to the steel bushings also. If there are bare areas, a touch up with lacquer restores eroded protection.





When storing blades, a thorough fresh water wash will remove corrosive salts, and a follow-up application of preservative will go a long way towards keeping them safe for long periods of time. If storing the blades on open racks, place them in the racks trailing edge first. This places the leading edge, which is strongest, towards the front to give better protection from accidental hits. Do not seal them in plastic, but do place a layer of butcher paper on top of the blades to ward off bird droppings.
After experiencing a few months in Guam with the high heat and humidity every day, I remember hearing the slogan “In God we trust, in Guam we rust.” With the proper care, this does not have to happen to your helicopters’ rotor blades.