

A Look at NONDESTRUCTIVE TESTING
Larry Schultz-Contributing Author
 By definition, nondestructive testing is the action to inspect, test and evaluate an item, component, assembly, composite or materials for anomalies that may cause a premature failure while in use, without damage to the item being inspected. That’s a mouthful. Nondestructive Inspection (NDI), Nondestructive Evaluation (NDE) and Nondestructive Testing (NDT) are all labels for the same action. Nondestructive testing is used for monitoring the continued use of materials or items that are exposed to dynamic forces that may cause failures over time. These forces may cause premature failure, catastrophic failure, loss of control or loss of proper operation. There are many examples of structural failures, such as the one at Aloha Airlines in 1988 that caused a tragic accident and loss of life. This article discusses some of the techniques and procedures of NDT.
By definition, nondestructive testing is the action to inspect, test and evaluate an item, component, assembly, composite or materials for anomalies that may cause a premature failure while in use, without damage to the item being inspected. That’s a mouthful. Nondestructive Inspection (NDI), Nondestructive Evaluation (NDE) and Nondestructive Testing (NDT) are all labels for the same action. Nondestructive testing is used for monitoring the continued use of materials or items that are exposed to dynamic forces that may cause failures over time. These forces may cause premature failure, catastrophic failure, loss of control or loss of proper operation. There are many examples of structural failures, such as the one at Aloha Airlines in 1988 that caused a tragic accident and loss of life. This article discusses some of the techniques and procedures of NDT.
Certifications
To begin, let’s explain some of the certifications that must be complied with per some Airworthiness Directives and manufacturer’s requirements. Many helicopter airframe and powerplant mechanics believe that going to airframe and powerplant courses gives them the knowledge and experience to perform nondestructive inspections. This is not the case. As a Certificated Mechanic and Inspection Authorized Inspector, one must be careful not to be held responsible for performing tasks they are not qualified to do. FAR Part 45 references nondestructive testing along with AC43-13 -1B (paragraph 5-4). While it does not specifically spell out the qualifications, many other standards and specifications do.
One of the important specifications that are referenced by the FAA and OEMs is American Society Nondestructive Testing’s SNT-TC-1A. This is not a standard; however, SNT-TC-1A is a recommended practice. It provides guidelines for qualification and training in disciplines associated with nondestructive testing. The document states that an entity must write its own written procedure for training and certification.
Other standards and specifications include: American Society Testing Materials ASTM E543-08a (current edition), Standard Specification for Agencies Performing Nondestructive Testing. International Standard for Nondestructive Testing Personnel Qualification and Certification ISO 9712 is an acceptable standard throughout the world. The Air Transport Association (ATA) calls out ATA Specification 105 that is used by airlines as the written practice for NDT. National Aeronautic Standard NAS 410 has been incorporated into some Federal Aviation Airworthiness Directives and major manufacturer’s special instructions for NDT. There are several more; however, we will only touch on a few of them.
The NAS 410 is a living document that has continually evolved over time to address the ever-changing requirements of personnel training and certification for those who perform NDT inspections. Within the document, the minimum requirements, including hands-on for certifications and qualifications for performing NDT, are identified. The document does not include all the nondestructive disciplines, but in most cases addresses those that fit the aviation industry. They include: Magnetic Particle Testing (MT), Penetrant Testing (PT), Radiography Testing (RT), Electron Magnetic Testing (Eddy Current Testing) (ET), Thermography (IRT), Shearography (ST) and Ultrasonic Testing (UT). While there are others, we will only discuss some of the above-mentioned disciplines and inspections. ASTM E543-8a (current edition) is a standard that outlines the requirements for entities performing NDT inspections. What all of the standards and specifications try to do is provide a path to qualification and certification of personnel performing NDT.
Qualifications
An important aspect of nondestructive testing to emphasize before covering the separate NDT disciplines, is that of the word qualified. What is the meaning of the word qualified? To be qualified, one must acquire the training and hands-on experience for the task at hand. Webster’s Dictionary states: “To be qualified is someone that has the knowledge and ability to perform a given task.” NDT qualified means to have the skills, knowledge and wisdom to know our limitations. An inspection should never be performed by anyone who isn’t qualified. Once we understand the importance of being qualified, then we can follow the path to becoming an NDT professional.
Levels of personnel qualification include the following, per NAS 410:
LEVEL I — qualified to perform specific calibrations, specific examinations and specific evaluations (with specific written instructions).
LEVEL II — qualified to set-up and calibrate equipment and to interpret and evaluate results and specifications. Must be able to prepare written instructions, qualified to provide on-the-job training and guidance of trainees and report examination results.
LEVEL III — must be capable and responsible for establishing techniques, interpreting codes and designating the test method and technique to be used, and capable of training and examining NDT Level I and II personnel for certification. In addition, the Level III must have a practical background in the technology and be familiar with other commonly used methods of NDT. Certification and re-certification requirements and interruption intervals must be established by the written practice for qualification and training.
Typically, Level I and Level II personnel are recertified at three-year intervals (five years NAS 410) and Level III is every five years. Another level for NDT is the limited Level I, which is Level I is required to perform only a specific task and requires recertification every year. Limited Level I shall only perform the task certified for, interpret the results and write a report. In no way shall a Limited Level I perform another task for which they are not qualified to perform. The responsibility for the qualifications, training and certification are that of the employer. The employer must be aware that it ultimately will be held responsible for the qualifications of their NDT personnel.
Along with the designated levels of certifications comes the experience level that must be complied with in order to achieve the proficiency level of certification. Standard requirements for Level I qualifications state the minimum hours of education and hands-on experience. In the NAS 410 document, to reach Level I in Penetrant Testing, the mechanic must complete 16 hours of classroom education along with 130 hours of hands-on experience. Additionally, there are written tests for each level of certification depending on the standard with which to comply. There may be as many as two to three written tests per discipline, and each test will have a certain number of questions, depending on the written procedure for qualification. After passing a written test, there should be a practical exam covering the discipline being tested for, and standard test samples with anomalies that must be identified in order to pass and be certified.
Fundamental methods
Now that we have listed some of the basic principles and certification of NDT personnel, let’s cover some of the more fundamental aspects of a few NDT methods.
Penetrant Testing (PT) is the first method we will discuss. In PT, the defect must be exposed to the surface, allowing the penetrant to seep into the defect. Most importantly, the item being inspected must be thoroughly clean of all contaminates. A failure to properly clean the inspected item can lead to an invalid inspection. Following up some PT inspections performed by others has revealed missed anomalies that, if undetected, would cause catastrophic failures due to improper cleaning before performing the PT inspections. Also, post-cleaning of the item after PT is important. Allowing the penetrant — and, if used, a developer — on an item may in fact cause surface problems that result in failure of the material being inspected due to contaminations resulting from the PT inspection itself.


There are many different types of penetrants available. It is up to those who perform the inspection to know which penetrants can be used. The levels of sensitivity range from ½ level to level 4. Most aircraft manufacturers require a minimum of level 3 sensitivity penetrants when using PT inspection procedures. Suppliers of penetrant kits and products usually provide the required Material Safety Data Sheet along with the specifications of the penetrant order.
Some penetrants are detrimental to aircraft materials. The qualified NDT specialist must insure the correct penetrant, cleaners and developers are used. Use of the wrong penetrant could damage the material being inspected. The black light that is used must meet minimum calibration requirements; otherwise, the inspection becomes invalid. Test equipment must be calibrated for testing the black light. Ensure that the manufacturer’s data and procedures are followed when using penetrant testing methods. Again, there are many more aspects to learn about PT. It would take much more time and space to cover all the different penetrants available to the NDT specialist.
Magnetic particle testing
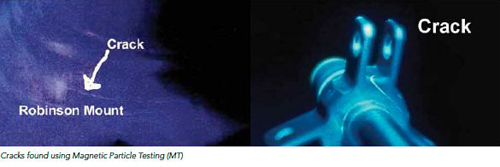
Magnetic Particle Testing (MT) is a method that is used on ferrous materials. It is portable, somewhat inexpensive and can be used when items are assembled. The important things to remember are that the surface to be tested must be accessible, cleaned of all contaminates and removal of coatings if required. Depending on the type of magnetic application, surface and subsurface indications may be visible.
There are two types of magnetic particle inspection techniques: visual and fluorescent penetrant. The visual technique utilizes ferrous particles that are blown onto a part while it is being magnetized. As the particles settle on the part, they gather around the flux leakage and indicate an anomaly thatmust be interpreted. Visual particles come in different colors, depending on the application. In most cases, visual magnetic particle inspection is not allowed on aviation parts.
The equipment for most magnetic particle inspections ranges from a hand-held yoke assembly that is very portable, to a horizontal magnetic bench. Yoke assemblies come in both AC and DC magnetic applications. When using an AC yoke, we are looking for anomalies on the surface or very near the surface. Alternating currents are generated near the surface (skin effect) and when a defect is close to the surface, the particles gather and the indication is seen. Using direct current to generate magnetic flux, the current penetrates further into the part and enables subsurface anomalies to be seen.
There are limitations to either method of generating magnetic forces within a part due to the part’s conductivity and permeability. Conductivity is the ability to carry electrical current and permeability is the ability to be magnetized. Both play an important part in performing MT. Experience is the best teacher when utilizing MT methods. Knowing the limitations of any technique is critical to making the correct decision to magnetize using AC or DC electricity.
Horizontal Magnetic Particle Benches come in many sizes to perform inspections. Some benches are more than 105 inches long and allow the inspection of main rotor shafts. When performing any type of AC or DC magnetization, care should be taken not to over-magnetize or burn a part. Placing a main rotor shaft between the head stocks of a magnetic bench raises issues that must be considered so as not to arch the shaft, rendering it unserviceable. Should a part become arched, there are extensive techniques that can be employed to save the part. However, in most cases, the part is rejected and destroyed. Upon completion of MT testing, the part that was magnetized must be de-magnetized. Allowing the part to remain magnetized plays havoc with aircraft instruments.
Eddy current testing
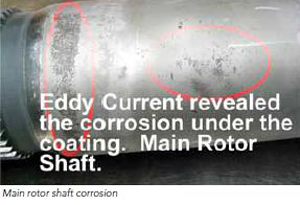
Eddy Current Testing (ET) can also be used to detect surface and subsurface anomalies. ET can also be used to test materials for hardness, conductivity and internal anomalies. An important precaution to be aware of is if the item to be Eddy Current Tested was previously MT. If this is the case, the item must be de-magnetized before ET.
ET is utilized to inspect the integrity of structures and to find defects. It is very sensitive to small discontinuities and results can be recorded with new equipment making the inspection efficient and documentable. Rough surfaces pose a problem, and in cases where the surface is to rough, ET may be unable to detect any anomalies. In the past, ET was very time consuming. With newer technology, ET has become more automated and faster. This method does require significant training and hands-on experience to better understand its capabilities.
Ultrasonic testing
Ultrasonic Testing (UT) has evolved into one of the most reliable inspection techniques, given the right circumstances. It is portable, but there are many different varieties of test equipment that present problems to individuals who lack the understanding and training to perform the tasks. Again, evolution of UT techniques has become one of the most complex disciplines within the NDT field. From single and dual, to multiple transducers and highly complex units, it takes significant additional training to learn and operate this state-of-the-art procedure and equipment.
UT, along with ET, has enhanced nondestructive testing tremendously. With units used in manufacturing to in-service inspections, UT provides the NDT industry with a tool that provides operators, engineers and mechanics with information that would otherwise be unseen. More and more applications for UT have grown over time throughout the aviation industry. From testing welds to heat damage and inspecting for loss of thickness due to use in critical components and structures over the last 10 years has become a discipline unto itself. Mastery of the techniques and equipment requires continuous education and training.

X-ray inspection and testing
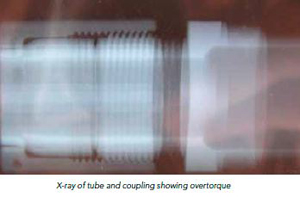
The last discipline we will discuss is X-Ray (RT) inspection and testing. RT inspection allows us to see inside and outside an item at the same time.
Radiography has evolved and is now quite sophisticated, and there are many facets to the discipline. From topographical X-ray to isotopes, the inspection process is complex. It takes training in both the methods and radiation safety. Compliance with national regulatory requirements, state and local laws become very important as radiography is performed. Safety is paramount. Knowing how, what, where and when to use radiography for detecting internal anomalies, and knowing how to read the film, requires many hours of training and education to become competent. Now digital and real-time radiography enhances our ability to pinpoint defects quickly and accurately, allowing others to see what we see when interpreting the radiograph.
In closing, I give credit to all those Level IIIs that came before me and gave me the knowledge and wisdom to continue my quest to become a good NDT specialist. The following, not necessarily in order: Fred Lockwood for whom I am greatly indebted to for taking me upon the path of Nondestructive Testing and Contra Costa College; Vern Davis, who is always there when needed and guides us to the particular equipment we need to purchase; Our Golden Gate Chapter of the American Society Nondestructive Testing, which is always there to answer my questions and the network of Level IIIs that help in times of deep thought, as well as the inspectors at the Flight Standards District Office in Sacramento, CA, for their expertise.
 Larry Schultz
Larry Schultz
Larry is the President of LSNDT Inc. located in Rocklin, CA. He has more than 40 years of aviation experience, working on both military and civilian aircraft. He is an A&P, IA Inspector and a Level III NDT specialist in all disciplines.