

One More For The Road ... Make it Water!
I know that got your attention. However, this discussion is not about our pilots abstaining from an adult beverage before they strap on the helicopter. Today we are going to discuss the drinking habits of the average turbine engine. It’s your turbine engine that needs a good dose of water before taking off. Take a look at the list of airborne and water contaminants shown below. That is one toxic cocktail of pollutants that your engine ingests every day, even if you are not near the ocean. For all you folks flying near or over the ocean, you get a double dose of contaminants. Each one of these pesky pollutants is single minded in its goal to seek out and corrode/erode all those expensive compressor and turbine parts that manage the air flow within the gas path of our turbine engines. How do we as helicopter maintenance professionals defend against the attack of these airborne miscreants? That, my friends, is the subject of our discussion so please continue as there is some good stuff ahead.

Before we get much further, you should know that today’s lesson on turbine engine corrosion control is collaboration. Even though I have been messing around turbine-powered helicopters for quite a while, I know what I don’t know, and will always engage the services of an authority in a subject in which I am not competently familiar. I know turbine engines, but I don’t know all the details of water purification. Lucky for us, Al Meder, president of Turbo Pure Water (which is a brand of Pure & Secure LLC), is an expert in this field and was very willing to share his expertise. A large part of the information you are about to consume is supplied through Meder’s generosity and expertise.
So far, we have acknowledged and recognized the man who knows all things water. We have also met our helicopters corrosive airborne enemy. Now I’ll share what I learned from Meder about water and what we can do to prevent (or at least mitigate) the effects of those disgusting airborne contaminates that attack our helicopters during every flight.
Corrosion and Corrosion Control
Corrosion control in turbine engines has always been a maintenance challenge. It’s sort of like brushing and flossing our teeth before we go to bed. We know this is important for our oral health, yet only until we undergo a major dental walletectomy to fix what we have neglected, we continue to ignore the admonitions of our dental hygienist. So it goes with turbine engine corrosion control. Think of engine corrosion control as oral hygiene for your turbine engine and we are the turbine engine hygienists. Our job is to keep the engine running strong and prevent a premature walletectomy for early turbine engine repair.
As turbine engine direct operating costs (DOC) escalate, the requirement for getting the maximum operating value from our turbine engine is becoming an increasing priority. The engine manufacturers offer more exotic component metallurgy in the quest for increased performance as well as reliability. However, there is only so much corrosion resistance that can be manufactured into the parts and components. Eventually, the constant inhalation of this toxic airborne cocktail by our turbine engines will defeat even the most advanced corrosion resistive metal or coating. That is, unless our little friends with the corrosive personalities are stopped before they get the opportunity to create turbine engine mayhem.
Corrosion
Know your enemy and it will be defeated. The enemy is airborne pollutants. Corrosion is their aspiration. Subterfuge is their modus operandi. Our turbine engine is the projected target and Pure Water is our best and only weapon. In order to do proper battle, we should learn the enemy’s techniques that are either a direct chemical attack or via electrolysis. Both methods assail our engine components, leaving the parts corroded and structurally weakened. As we learned way back in our early training, corrosion, simply put, is “the deterioration of a material due to direct chemical attack or electrolysis.”
Along with a direct chemical frontal assault, this army of pollutants second weapon of choice is electrolysis. Electrolysis is a chemical decomposition produced by passing an electric current through a liquid or solution containing ions. Any salts (Sodium Chloride or NaCl) are ions.
“Electric current” is defined as the transference of positive and negative electrons. When the sodium chloride framework is dissolved in water, it causes the Na and Cl ions to disintegrate as the ions become surrounded by the water molecules. When salts are deposited on the engine components and then coupled with moisture inherent in the air, shazam! We have electrolysis.
Engine materials will be eaten away as a natural result of the electrolysis process. Hydroscopic in nature, salts tend to hold moisture on the surface, promoting corrosion on and within the unprotected metals. Even protective films will be worn down over time by ingested material and chlorides in the air exposing components to corrosive agents. (As a side note, that last explanation of electrolysis really taxed my high school chemistry.)
The hot section components are further compromised because of the exposure to extreme temperatures, as well as the sulfuric compounds, natural products of combustion in fuel. These sulfuric compounds react with the metal components to form sulfides and oxides, leading to corrosion.
Corrosion Control
Corrosion prevention and control must be proactive by its very nature. As helicopter maintenance professionals, it is our responsibility to remove the salts and sulfides deposited on the airframe and in the engines before they get the chance to create any mischief.
PURE WATER!
All engine manufacturers recommend frequent rinses and washes with pure water. If operations are conducted within five to 25 miles of salt water (depending on which engine OEM you talk to), daily pure water rinses are essential, especially for the engine. The rinse activity should take place after the last flight of the day. I know this can be difficult. Come the end of shift, the beer low-level warning light begins to flicker, and waiting for that last helicopter to return plus the wait for the engine to cool down so we can do the rinse seems like an eternity. Couldn’t we wait until first thing in the morning? I’m afraid not — you brush your teeth before you go to bed because you don’t want the decay causing particles hanging around for eight hours unchecked in your mouth, right? If we let a day’s worth of pollution sit on and in our engine, by the time you rinse or wash the engine in the morning it’s too late. Blade decay has begun!
This might be a good time to explain the difference between rinse and wash. An engine rinse is completed using only pure water and usually to remove contaminates. An engine wash starts with a soap and water solution and is followed by a rinse to remove the soap and contaminates. This process is used to not only remove contaminants but also as a power recovery process. Both methods call for the engine to be cool to the touch before proceeding and require a drying run after completion.
What Pure Water Is Used Does Matter
Now we need to use the right water. The quality of the water used in rinses and washes is just as important as the quality of the oil we use in the engine. Tap water should be just fine to use since it is fit for human consumption, right? Not a good idea. Tap or drinking water should not be used for engine cleaning purposes. It might contain large quantities of minerals (including chlorides, sulfates, sodium, calcium and magnesium), which is the very stuff we are trying to clean from the engine in the first place. These chemicals can corrode or leave residues in the engine. Don’t see all those chemical parasites in the water? They are there, trust me. Take a look at the picture below. This is a six-inch water main from the municipal water system in a major midwestern city. See the white residue that has almost completely plugged the pipe?
That, my friends, is the stuff we are trying keep off our turbine parts, and also the stuff we have been putting into our glass for drinking. Just say no to tap water.
If you already suspected that tap water is not up to our standards for purity (before you saw my graphic example), that might explain the sudden popularity of bottled water among us humans. Based upon the sales figures for bottled water, I would say that we don’t consider tap water all that safe for consumption, either. If we won’t swallow a glass full of tap water, why do we think tap water is OK for our multi-million dollar turbine engine to swallow? I bet you never thought about it that way.
Looks like we had better rush right out and buy a couple cases of “pure as the driven snow” bottled water right? Nope! This may be hard to swallow (no pun intended), but bottled water is not all it is cracked up to be. All purchased bottled water is not created equally. It can be filtered water, reverse osmosis water, spring water, etc., but more importantly, it is not distilled and if the water isn’t distilled, then it isn’t pure enough for our engines.
Studies done by the Environmental Working Group and other organizations that estimate at least 25 percent of bottled water is plain tap water. Yuck! And to think we are paying a couple of bucks for about eight ounces of designer water, thinking it is less contaminated than tap water. Talk about the power of a pretty face in the commercial. It looks like the only acceptable pure water to use in our helicopter engines is that which has been distilled. Since we can’t quite trust what the label says on bottled water, how do we ensure water we use is distilled? Let’s talk about the water purification methods in use today first.
Purification Method
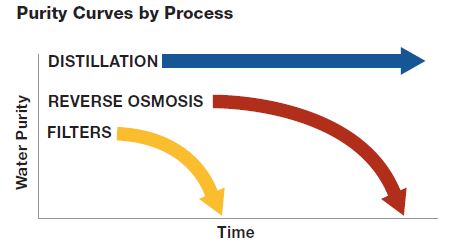
The barrier method and the distillation method are two basic techniques for purifying water to purity qualities better than tap water.
The barrier method uses filters and membranes (as in reverse osmosis), removing some of the particulate impurities and little or none of the chemical and biological impurities. The latter is especially important in drinking water. However, and most importantly, the barrier method’s effectiveness withers as the barrier becomes saturated or clogged with contaminants, resulting in varying levels of water purity over time. The water going into our bottle is “purified” via the barrier method.
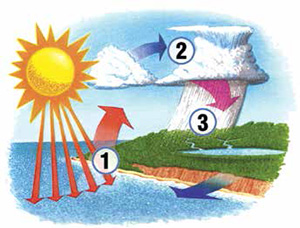

Distillation is a completely different process. Boiling water kills bacteria and viruses. The water undergoes a “phase change” to steam and pure H2O molecules rise, leaving behind the contaminants. The steam is separated and condensed to form distilled water. Distilled water quality remains constant over long periods of time. The distillation process produces high-quality water. e want only the best for our engines, so for turbine rinse water, a dual cartridge mixed-bed de-ionization system is typically added. This addition provides “polishing” (which means the removal of any possible stray positive or negative ions), of the distilled water. Polishing ensures the purest possible water for our engine.
The table below shows the parameters for water purity published by Safran Turbomeca, the USCG and ISO as standards to be used in aircraft maintenance. The fourth column has the important information. This column shows the purity levels from water produced from an on-site distiller using the same parameters.

It is clear that for the helicopter operator, an on-site advanced distillation system is the only system that will provide controlled and documentable quality water. Only distilled water will give the time life limited engine components a chance to retire at their prescribed life limit by keeping their protective coatings clean — all this while improving engine reliability and performance, as well as protecting warranty coverage by meeting or exceeding the OEM water quality requirements.
The highest purity in water quality can only be obtained through the distillation process. Since we can’t wait for a rainy day (especially in California) to provide pure, distilled water, the next best thing is having an on-site distiller that will provide constant water purity daily. On-site water distillation offers the operator consistent and controlled water purity.
The Proof
While I agree that all of the foregoing charts and scientific data make logical sense, it also could be suspected as infomercial and theoretical hyperbole. Here are some real-life examples of how using pure water has made a difference in actual flight operations.
Distillers in the Operational Environment
Southwest Airlines
Performance benefits of regular pure water usage have been documented in detail by Southwest Airlines using Pratt & Whitney turbine rinse distilled water systems. The on-wing time of the GE/SNECMA CFM56 engines installed in the Southwest Airlines fleet of 737s has been increased from 12 to 18 months. As an added benefit of reduced maintenance costs, the engines are more fuel efficient. The engines have reduced fuel usage of 1.5 percent per flight hour.
Turbomeca Operators
Almost without fail, every pilot will perform a daily power check. For certain, without fail, our friendly pilots will let us know right away when they have an anemic helicopter. Our first maintenance operation (after we have verified the instruments are correct), should be to perform an engine wash.
If you don’t think that a wash helps for power recovery, take a look at the chart.
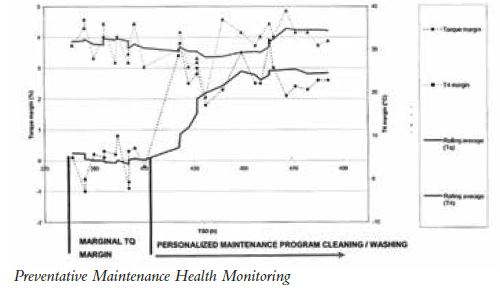
Preventative Maintenance Health Monitoring
Continuing with the “a picture is worth a thousand words” theme, see the photograph of the two rows of turbine blades. Both sets have been water rinsed daily. The blades in the top row have been rinsed with plain old tap water, and had to be removed from service after 3,000 hours. The blades in the bottom row have seen a lifetime of daily rinses with pure distilled water. These blades, subjected to pure water washes, have 3,800 hours of engine operating time and are back in service. This is great evidence of the effectiveness of regular rinses and washes using pure water.


Trust me, that economic fact alone is enough to bring tears of joy to the owner of the blades in row two.
The United States Coast Guard (USCG) is a big proponent of using on-site distillation. It was the first helicopter organization to realize the value in having on-site distillation capability for its operational bases. The requirement that led to the acquisition of 25 distillation units was driven primarily by the need to maintain the Turbomeca Ariel 2C2CG engines powering its HH65 Dauphins to the level of water purity required by the Turbomeca warranty. The rotating components and their protective coatings require a high level of rinse water purity not reliably found in off-the-shelf water.
In 2012, Petroleum Helicopters (PHI), under contract to Shell Oil Company, installed distillers at the operating bases in Barrow and Dead Horse, AK, in support of the air operations off shore. Distillers were also deployed to support Red Crescent air operations in Saudi Arabia, also managed by PHI, to guarantee a source for the purest water no matter where located.
An advanced distillation system (as pictured) was placed at Fort Belvoir to support the Army Reserve National Guard (ARNG) LUH operations there. As a result, the ARNG is now in the process of procuring additional units for operation sites worldwide. In the words of one CW4 maintenance chief:
“The water distiller is considered an essential piece of equipment here at the DCARNG AASF. It is an FAA requirement to use distilled water to wash and rinse the Turbomeca Arriel 1E2 engine. Using it on the components such as the magnesium transmissions also reduces the possibility of corrosion on mating surfaces as well.
“The other thing we do here is rinse the engines every 100 hours to clean corrosive contaminates and dirt from the compressor blades. This 1E2 engine has no particle separator, so every bit of dirt, dust, grass and moisture goes straight through the engine during flight. By doing the rinse more frequently than the 600-hour requirement, we are sure to extend the life of the compressor because we find almost no corrosion on the compressor and turbine blades during inspection. The distiller we have will fill up both sides of our engine wash machine. This is enough water to both provide soap solution and rinse water for both engines without stopping during the process. Every unit that maintains the UH-72 aircraft would benefit by having this water distiller on hand. The cost of the water distiller is much less than the costs to replace compressor sections down the road.”
Maintenance personnel can be sure of the water quality and track the quantity used to be certain the rinsing process is being carried out as required. Although the helicopter engine of our discussion has centered on the various models of Turbomeca, other OEMs are in agreement with the use of pure water. Trust me on this, if we look in the operations and maintenance manuals of Rolls-Royce, Pratt & Whitney and GE, pure water is also their recommendations.
The Economics of On-site Distillers
The cost for the on-site turbine rinse distiller is offset by the savings in early engine removals and expensive engine repairs or overhauls. Heck, it can even be shown that an on-site turbine rinse distiller will pay for itself in less than two years, just in the cost of bottled water alone. This depends on the size of the unit and the quantity of water used — and this is just the beginning of the savings. Most distillers available for the aviation community require a pressurized water source (tap or pumped from a stream), a drain and 115/220 vAC electrical power.
A typical installation includes the distiller and pretreatment filters. The pretreatment filters are only needed if the water you are drawing is really nasty. The pretreatment filtering is used to protect the internal components of the distiller but does not affect the output quality of the final water. Pretreatment is not used at all in many cases. In most cases, the distilled water is run through a de-ionization polishing process to finish it.

In the worst case scenario, the cost of replacing pre-filters and deionization components will run $200 to $700 per year, depending on the size of the distiller. Maintenance of the distiller itself is limited to the infrequent replacement of a heating element. The USCG has 35 distillers that have been in service since 2009, and the mechanics at the Coast Guard bases have replaced a total of 29 heating elements since inception.
The initial cost of the distiller depends on the size required in terms of the amount of distilled water desired for daily use. A small unit that will produce 12 gallons during a 24-hour period and has internal storage for 25 gallons is sufficient to provide for a daily turbine rinse for four turbines (based on 4.5 gallons per rinse). These units cost on the order of $5,000 to $8,000, depending on the pretreatment and distiller options required.
Conclusion
When I first started in the engine overhaul business doing my apprenticeship in the engine overhaul shop, I had the good fortune to move over to the customer support department as a tech rep for the then Allison 250 (now Rolls-Royce) turbo-shaft engines.
One of my Hawaiian customers consistently ran all of his components, engine included, to TBO (3,500 hrs with a N1/Ng wheel replacement at 1,750 hours). This was contrary to what his fellow operators were doing. Not only did he always make TBO, his overhauls were always on average 15 to 20 percent lower cost than the rest of the Hawaiian operators. On one of my visits to his facility, I had asked how he managed to get his equipment to TBO consistently. He said rain water! He would collect the near-daily rain water and use it after the last flight every day to keep his helicopter clean. “Pure water makes the difference,” he told me with a wink and a nudge. What better source than from naturally-distilled rain water? It was free and it worked!
Thanks for your attention and be sure to investigate that next bottle of water you buy. Are you being tapped for tap water in designer clothes?
Here is a short bio on Meder. He is president of Pure & Secure LLC, manufacturer of the TurboPureWater products in Lincoln, NE. Meder was born in New Zealand and graduated from Johns Hopkins University. He worked at Proctor and Gamble and was formerly vice president of Amway Corporation. He has been in the water business for the past 30 years and has authored a number of publications on distillation technology. He can be reached at al@pureandsecure.comThank you, Meder. Your help has been invaluable.
 Mike Broderick has been an A&P technician since 1971. He has worked as a shop and hangar technician, field tech and customer support rep, and owner of a Part 145 engine overhaul facility. He was also the vice president of business development at H.E.R.O.S. Inc., which is a Part 145 repair station for the Rolls-Royce 250 engine, and a Honeywell fuel system overhaul agency. His specific experience is in turbo-shaft engines in light to medium helicopters. The one he is most familiar with is the Rolls-Royce (formally Allison) 250 series engines. He is currently employed at TRACE WorldWide Corp. as its business development specialist.Broderick is also a member of Helicopter Maintenance magazine’s Advisory Board.
Mike Broderick has been an A&P technician since 1971. He has worked as a shop and hangar technician, field tech and customer support rep, and owner of a Part 145 engine overhaul facility. He was also the vice president of business development at H.E.R.O.S. Inc., which is a Part 145 repair station for the Rolls-Royce 250 engine, and a Honeywell fuel system overhaul agency. His specific experience is in turbo-shaft engines in light to medium helicopters. The one he is most familiar with is the Rolls-Royce (formally Allison) 250 series engines. He is currently employed at TRACE WorldWide Corp. as its business development specialist.Broderick is also a member of Helicopter Maintenance magazine’s Advisory Board.